在金属加工领域,攻丝是一项精细而关键的操作,选择合适的工具至关重要。其中,丝锥作为攻丝的核心工具,其材质、设计与工艺直接影响加工效率与成品质量。本文将为您详细介绍一套广受欢迎的丝锥套装:采用M2高速钢制造、经过氮化处理、并带有螺旋槽设计的丝锥套装,其规格覆盖M3至M12,是攻螺纹与易排屑的理想选择。
一、核心优势:M2高速钢与氮化处理
此套装的核心亮点在于其材质与表面处理。M2高速钢(W6Mo5Cr4V2)是一种高性能工具钢,以其出色的红硬性、耐磨性和韧性著称。这意味着即使在高速切削产生高温的情况下,丝锥依然能保持硬度,不易软化或磨损,从而保证了长久的耐用性和稳定的攻丝精度。
进一步,丝锥表面经过了氮化处理。这是一种化学热处理工艺,能在丝锥表面形成一层极硬、耐磨且耐腐蚀的氮化物层。这层“铠甲”显著提升了丝锥的寿命,特别是在加工较硬或有粘性的材料(如不锈钢、合金钢)时,能有效减少磨损和粘结,确保丝锥更顺滑地工作。
二、关键设计:螺旋槽与易排屑
攻丝过程中,切屑的顺利排出是避免丝锥卡死、折断和保证螺纹光洁度的关键。此套装丝锥采用了经典的螺旋槽设计(通常为右旋螺旋槽)。这种设计的精妙之处在于:
- 自动排屑:在攻丝时,螺旋槽能像螺杆输送物料一样,将产生的切屑持续向上(向柄部方向)顺畅排出,有效避免了切屑堵塞在孔内。
- 适用于盲孔:对于底部不通的盲孔攻丝,螺旋槽的排屑优势尤为突出。它能将切屑推出孔外或集中在槽内,防止切屑堆积损坏已攻好的螺纹或导致丝锥扭断。
- 改善螺纹质量:顺畅的排屑减少了切削阻力,使攻丝过程更平稳,有助于获得更光洁、精度更高的螺纹。
因此,这款丝锥特别适合加工韧性材料,如钢、不锈钢、铜、铝及其合金等。
三、套装价值:M3-M12规格覆盖
套装涵盖了从M3到M12的常用公制螺纹规格,为日常维修、DIY项目或小型加工车间提供了极大的便利。用户无需单独购买各个尺寸,一套即可应对绝大多数中小尺寸的攻丝需求,既经济又高效。套装通常配备标准的直柄,适用于各类手动丝锥扳手或钻夹头。
四、选购与使用建议
- 明确需求:根据您最常加工的材料(如不锈钢、普通碳钢、有色金属)和孔型(通孔或盲孔)来确认螺旋槽丝锥是否是最佳选择。对于盲孔和韧性材料,它是首选。
- 配套工具:确保使用合适的丝锥扳手,并保证其与丝锥方柄匹配良好,以传递均匀的扭矩。对于机器攻丝,需确保机床转速和进给设置恰当。
- 使用冷却润滑:攻丝时务必使用专用的切削液或润滑油。这能极大降低切削温度,减少摩擦,进一步帮助排屑,并显著延长丝锥寿命、提高螺纹质量。
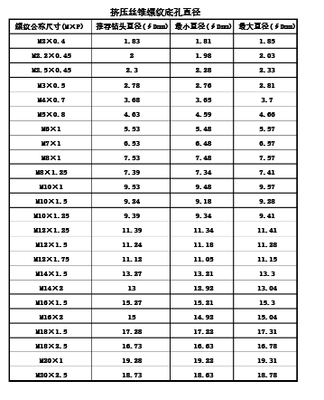
- 操作要点:攻丝前,钻孔直径(底孔)必须准确。建议采用“前进-后退”的方式(尤其是手动攻丝),即每顺时针旋转1-2圈后,稍微逆时针回退半圈以断屑和排屑,这对保护丝锥至关重要。
这套M2高速钢氮化螺旋槽丝锥套装(M3-M12)集优异材质(M2高速钢)、强化工艺(氮化处理)、高效设计(螺旋槽)和实用规格(成套覆盖)于一体,是追求高效、耐用、高质量攻丝作业用户的理想工具。它有效解决了排屑难题,降低了工具损耗风险,无论是专业技工还是资深爱好者,都能从中获得可靠、顺畅的攻丝体验。