在现代机械制造与维修领域,螺纹加工是一项基础而至关重要的工艺。其中,手用丝锥作为一种传统且不可或缺的工具,凭借其灵活性、便携性和对操作者技艺的直接依赖,至今仍在许多场景中扮演着关键角色。本文将深入探讨手用丝锥的工作原理、分类、正确使用方法以及保养要点。
手用丝锥是一种用于手动加工内螺纹的切削工具,通常由碳素工具钢或高速钢制成。其结构主要包括工作部分(切削锥和校准部分)和柄部。切削锥负责逐步切入材料并形成螺纹,校准部分则用于修光和校准螺纹尺寸。手用丝锥通常成组使用,一套完整的丝锥组包括头锥(初锥)、二锥(中锥)和三锥(底锥),它们依次承担粗加工、半精加工和精加工的任务,以降低单次切削负荷,提高螺纹精度和表面质量,并延长工具寿命。
根据螺纹类型,手用丝锥主要分为公制丝锥、英制丝锥、管螺纹丝锥等。根据槽型,又可分为直槽丝锥、螺旋槽丝锥和螺尖丝锥。直槽丝锥通用性强;螺旋槽丝锥利于排屑,尤其适合加工盲孔;螺尖丝锥则能引导丝锥顺利切入,常用于通孔加工。
正确使用手用丝锥是保证螺纹质量的核心。操作流程通常包括以下几个关键步骤:
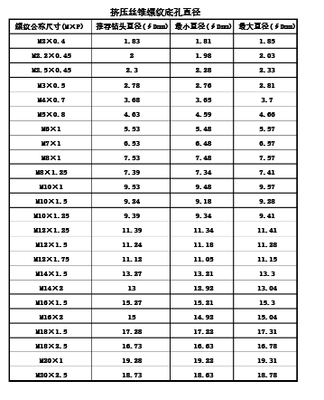
- 准备工作:根据所需螺纹规格(如M6、1/4"-20等)选择合适的丝锥和与之匹配的丝锥扳手。确定底孔直径至关重要,通常可通过公式(底孔直径 ≈ 螺纹大径 - 螺距)或查阅手册获得。
- 钻孔与倒角:使用钻头钻出符合尺寸的底孔,并在孔口倒角,以便丝锥顺利导入并保护螺纹起始处。
- 攻丝操作:将头锥垂直对准底孔,施加适当的垂直压力并顺时针旋转扳手。切入1-2圈后,应检查丝锥是否垂直于工件表面。此后,每顺时针旋转1/2至1圈,需反向回转1/4圈,以折断切屑,防止卡滞。此过程应保持稳定、均匀的力度,并使用切削液(如加工钢件用机油,铝件用煤油或专用液)进行润滑冷却,以减少摩擦、提高螺纹光洁度并延长丝锥寿命。
- 依次换锥:完成头锥加工后,依次使用二锥和三锥进行加工,直至获得完整、光洁的螺纹。
在使用过程中,常见问题包括丝锥折断、螺纹烂牙、尺寸不准等。丝锥折断多因底孔过小、强行攻丝、排屑不畅或丝锥与工件不垂直导致。预防措施包括确保底孔尺寸正确、勤排屑、保持垂直并避免使用过大扭矩。若丝锥折断在孔内,可尝试使用断丝锥取出器或小心地用冲子反向敲出。螺纹烂牙则可能源于丝锥磨损、切削液不当或操作不稳。
手用丝锥的保养同样重要。使用后应及时清理切屑和油污,检查刃口有无崩损。长期存放时应涂防锈油,并置于干燥处。磨损严重的丝锥应及时更换,不可勉强使用,以免损坏工件或导致安全事故。
尽管数控机床和自动攻丝设备日益普及,但手用丝锥在小批量生产、现场维修、装配调试以及复杂位置加工中,依然具有不可替代的优势。它不仅是工具,更是工匠技艺与耐心的体现。掌握手用丝锥的正确使用方法,是机械从业人员的一项基本素养,也是确保产品质量与工作效率的重要保障。