在重型机械、大型设备、船舶制造及大型钢结构工程领域,大尺寸内螺纹的加工是一项关键且具有挑战性的任务。哈尔滨作为中国重要的工业基地,其生产的M52、M55、M56、M58、M60、M62等大规格机用丝锥(也称机用丝攻),凭借其卓越的性能与可靠性,成为这些领域螺纹孔加工的核心工具。这些丝锥通常配套1mm和1.5mm两种常用螺距,为高强度、高精度的螺纹连接提供了坚实保障。
一、产品规格与特性
哈尔滨产的这一系列大规格机用丝锥,覆盖了从M52到M62的公制粗牙螺纹范围。其主要特点包括:
- 规格齐全:涵盖了M52、M55、M56、M58、M60、M62等多个相邻大直径规格,并常备M×1和M×1.5两种标准螺距选项,能满足不同承载要求和装配精度的需要。
- 材质优异:通常采用高速钢(HSS)或含钴高速钢(HSS-E)制造,经过精良的热处理工艺,使其具备极高的硬度、耐磨性和红硬性,足以应对合金钢、高强度结构钢等难加工材料。
- 结构设计专业:针对大直径螺纹加工时切削力大、排屑困难的特点,丝锥设计有合理的切削锥角度、容屑槽形状和槽数,确保切削平稳、排屑顺畅,有效防止崩刃和堵塞。
- 精度可靠:严格按国家标准(GB)或国际标准(如ISO)制造,螺纹精度等级有保障,能加工出符合要求的内螺纹,保证螺栓连接的紧密性与强度。
二、核心应用场景
这类大规格丝锥绝非日常工具,其主要服务于以下“重量级”工业领域:
- 重型机械设备:如矿山机械、冶金设备、大型压力机等机座、壳体上的大型连接螺纹孔。
- 能源与电力设备:水电、火电、核电设备的巨型部件连接,风力发电机组的基础法兰等。
- 船舶与海洋工程:船用柴油机、甲板机械、系泊设备以及海洋平台结构的关键连接部位。
- 大型钢结构:桥梁、高层建筑、大型场馆的钢结构节点处需要的高强度螺纹连接孔。
三、使用要点与维护
由于规格巨大,使用此类丝锥时需格外注意:
- 设备要求:必须在具有足够功率、刚性和稳定性的重型摇臂钻、落地镗床或大型数控加工中心上使用,确保主轴转速低且进给平稳。
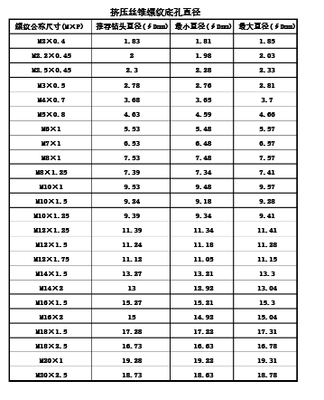
- 预制底孔:务必根据螺纹规格和材料精确计算并加工底孔直径(如M60×1.5的底孔直径约为φ58.5mm),这是保证螺纹成型质量和丝锥寿命的前提。
- 充分冷却润滑:加工过程中必须使用大量、持续的切削液(极压乳化液或专用攻丝油),以降低切削温度,减少刀具磨损,并帮助排屑。
- 操作方式:推荐采用攻丝夹头或浮动攻丝刀柄,以补偿机床进给与丝锥螺距间的微小误差,防止“卡死”或折断。
四、选购与品牌价值
选择哈尔滨生产的这类丝锥,意味着选择了中国老牌工业基地的制造底蕴。用户在选购时,应关注:
- 明确规格与精度:确认所需的公称直径、螺距(1或1.5)以及螺纹精度要求。
- 查验材质与工艺:了解丝锥的具体材料代号和热处理状态。
- 重视品牌与渠道:选择信誉良好的哈尔滨工具品牌或授权经销商,确保产品质量和售后技术支持。
###
哈尔滨制造的M52至M62系列大规格机用丝锥,是解决大型工件内螺纹加工难题的专业化工具。其坚固耐用的特性与可靠的加工精度,在诸多重大工程项目中发挥着不可替代的作用。正确选用并规范使用这些“工业巨牙”,是保障大型设备制造质量与效率的关键一环。