在现代机械加工和模具制造领域,加长柄丝锥作为一种特殊的螺纹加工工具,凭借其独特的设计和卓越的性能,成为处理深孔或难以接近位置螺纹加工任务的理想选择。
加长柄丝锥,顾名思义,是在标准丝锥的基础上,显著延长了柄部长度的一种丝锥。其核心设计理念在于解决常规丝锥因长度限制而无法触及的加工区域问题。例如,在加工深腔模具、发动机缸体、管道内部或某些装配结构复杂的工件时,操作空间往往非常狭窄,普通丝锥的夹持部分和扳手无法有效深入。此时,加长柄丝锥的长柄设计使得操作者能够在较远距离外进行夹持和施力,从而顺利完成攻丝作业。
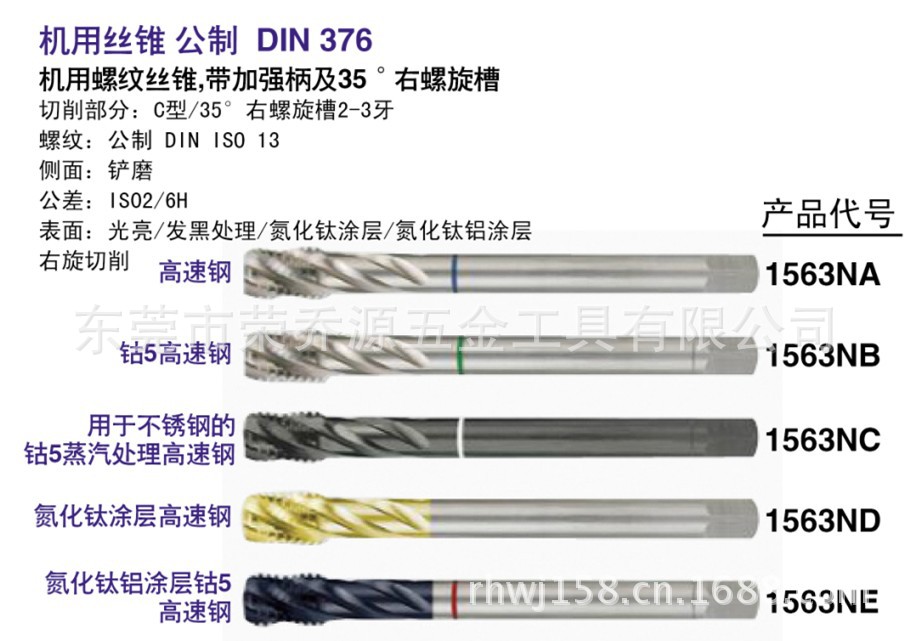
从结构上看,加长柄丝锥通常由切削部分、校准部分和加长的柄部组成。切削部分负责切入材料并形成螺纹;校准部分用于修光和校准螺纹尺寸;而加长的柄部则是其区别于普通丝锥的关键。柄部长度可以根据具体的加工深度需求进行定制,从几十毫米到数百毫米不等,这为加工深孔螺纹提供了极大的灵活性。
在应用上,加长柄丝锥展现出不可替代的优势。它极大地扩展了螺纹加工的可达范围,无需为了攻丝而改变工件整体结构或采用复杂的工装夹具,从而简化了工艺流程,提高了加工效率。在保证丝锥材质、热处理工艺和切削几何角度优质的前提下,加长柄丝锥同样能加工出高精度、高表面质量的螺纹,满足精密配合的要求。它适用于多种材料,包括钢材、铸铁、铝合金乃至一些难加工材料。
使用加长柄丝锥也需注意一些要点。由于柄部较长,在攻丝过程中更容易产生弯曲和振动,因此对操作者的技术水平要求较高,需要保持丝锥与螺纹底孔的严格同轴度,并采用适当的切削速度和润滑方式,以避免丝锥折断或螺纹质量不佳。通常建议在条件允许时,使用导向装置或钻床等设备来辅助,以确保加工的稳定性与安全性。
加长柄丝锥是螺纹加工工具家族中的重要成员,是应对特殊空间限制下攻丝难题的有效解决方案。正确选择和使用加长柄丝锥,能够显著提升深孔及难加工位置螺纹的生产效率与质量,是机械师和模具工程师工具箱中不可或缺的精密利器。